| JP-5��늼mƫ������ | |||||||||||||||||||||||||||||||||||||||||||||||||
| ��Դ�����c������27524�Ρ����r�g��2021/9/7 18:51:25 | |||||||||||||||||||||||||||||||||||||||||||||||||
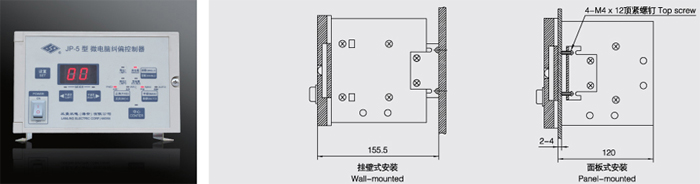
JP-5��늼m��������-�nj����a���о����ڂ��f�rλ��ƫ���M�мm�����Ƶ�ϵ�y�������Ԅәz�y���ԄӸ�ۙ���Ԅ��{���ȹ��ܡ��܌���������Ĥ���o�������X�������ϵĘ��ľ���߅���M�и�ۙ�mƫ�����Ա��C���@�����е����R��ԓϵ�y�V���������p����������ӡȾ��ӡˢ����䓡���ɫ���ٵ��ИI����Cе���ЙC������ͬ��늙C���L��z�ܡ������S�еȲ��������нY�����Ρ����ȸߡ���S�o�ȃ��c����s���ֲ��ÝL��zе����ʽ���Ž^�˽z�ܳ����ؼ��҉m֮Ӱ푡�
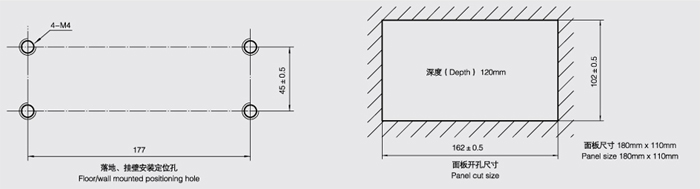
JP-5����X�m�����������b�ߴ磺
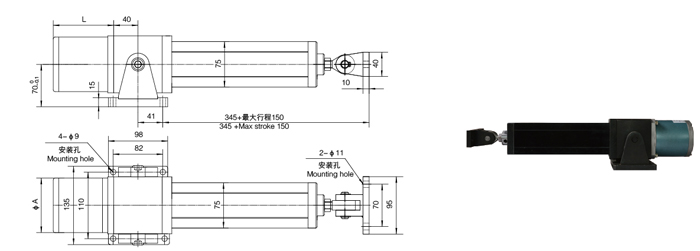
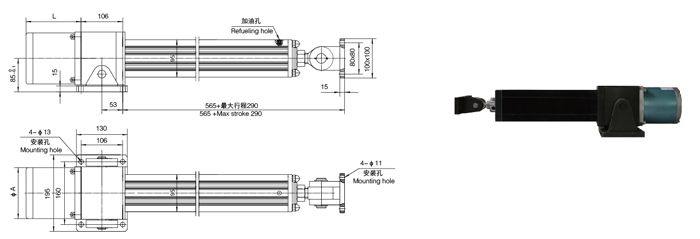
JP-5�� �Cе���ЙC�������c���b�ߴ�
2.�؏�A��
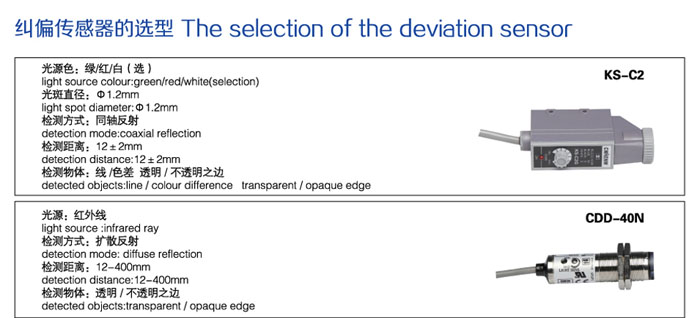
ע�����Ӳ�����횞�ֱ����܉��L���S�С����g�mƫ��Ҫ�x�����D�ױP��ӆ؛�rՈע����
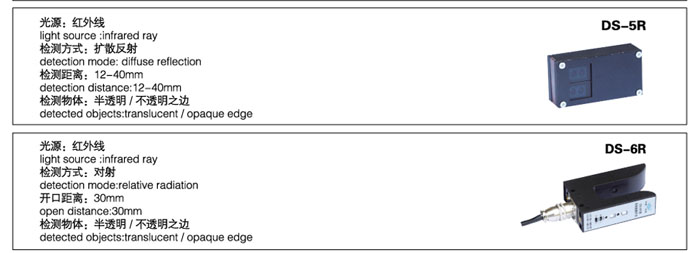
KS-C2�� ��Դɫ���G/�t/�ף��x�� ���ֱ����1.2mm �z�y���x��12��2mm �z�y���w����/ɫ�� ��/����֮߅ CDD-40N�� ��Դ���t�⾀ �z�y��ʽ���Uɢ���� �z�y���x��12-400mm �z�y���w����/����֮߅ DS-5R�� ��Դ���t�⾀ �z�y��ʽ���Uɢ���� �z�y���x��12-400mm �z�y���w����/����֮߅ DS-6R
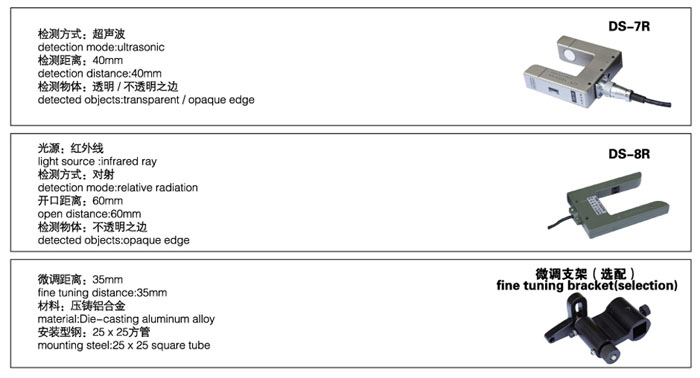
DS-7R �z�y��ʽ������ �z�y���x��40mm
�z�y���w����/����֮߅ DS-8R ��Դ���t�⾀ �z�y��ʽ������ �_�ھ��x��60mm �z�y���w����/����֮߅ �{֧�ܣ��x�䣩 �{���x��35mm ���ϣ����T�X�Ͻ� ���b��䓣�25��25���� ժ��Ҫ:���Ľ�B�����Ϳɾ���Ӌ��C������(PCC) �����c:ժ��Ҫ:���Ľ�B�����Ϳɾ���Ӌ��C������(PCC) �����c�����΄�̎���ľ��̷�ʽ�Լ���ע�ܙC�����ϵđ���,����ע�ܙCPCC ����ϵ�y��Ӳ�����ɺ�ܛ���OӋ�M�������c��B�� �P�I�~:�ɾ���Ӌ��C������(PCC)��ע�ܙC������ϵ�y
0 ǰ�� �F������ע����͙C(���Qע�ܙC) ,��һ�����C��늡�Һ��һ�w�ĵ���ϵ�y,�����һ���܉���͏��s��Ʒ����ӹ����١��ӹ������ϷN�����c,�Ԇ����ԁ�,�lչ�O��Ѹ��,Ŀǰ���ɞ����ϳ��ͼӹ�����Ҫ�O�䡣������ע���^����һ���Ƿ������Ǻ�ص��^��,�ں�ģ��ע�䡢��(��) �صȸ����a�^���еĹ�ˇ������ֱ��Ӱ�������Ʒ��Ʒ�|,�����ע�ܙC�Ŀ���ϵ�y����˺ܸߵ�Ҫ��Ŀǰ,���õ�ע�ܙC����ϵ�y�����N,�����y�^����͡��ɾ��̿������ͺ��C�����͡�
�����,�ɾ����������(���QPLC) ����߿ɿ��ԡ������ܵ����c,��ע�ܙC����ϵ�y�еõ��ˏV�����á���Ŀǰ�����_�P�����ƞ����ĺ���PLC ����ϵ�y���������ע�ܙC����ϵ�y��ˮƽ��Ʒ�|,����һ�N�^PLC ���ߌӴεġ�������С�Ϳ���ϵ�y�OӋ�Ŀɾ���Ӌ��C������( ���QPCC) ,�������˘˜ʵ�PLC ���I����Ӌ��C�����c,���ж��΄շ֕r����ϵ�y,�����\���̎��������PLC ��������PCC �M��ע�ܙC�Ŀ���ϵ�y,�Ԍ��F����λ�ÿ��ơ����ٶȿ��ơ��ضȿ��ơ����Ͽ��ƺ͌��r�@ʾ��ע��ȫ�^�̵Ķ�N����,�ɴ�����������Ʒ��Ʒ�|,��������߽���Ч�档
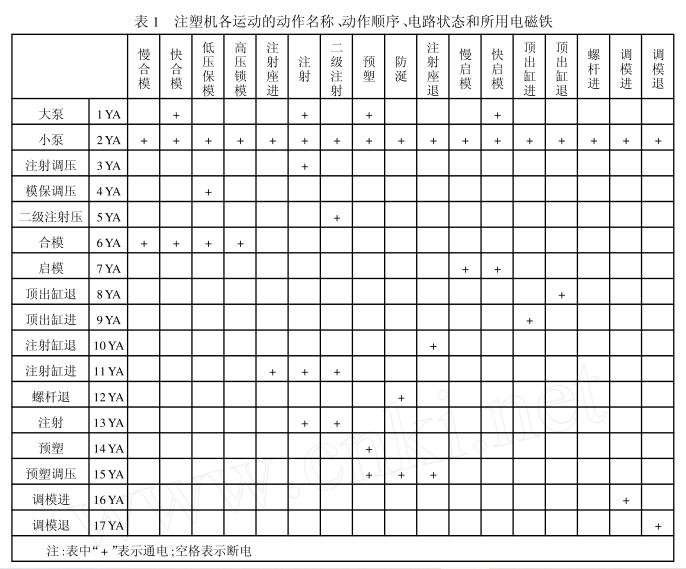
1 ע���^�̵��\��Ҫ�� һ��ע�ܙC�Ĺ����^�̿ɷ֞��ģ��ע�ܡ��A�ܡ��_ģ��픳����{ģ���\��,ÿ���\���ֿɷ֞����ɂ����\�ӡ�ÿ���\�ӱ�횰�����������Ʋ���Һ������ϵ�y���F�ġ���1 �г��˸��\�ӵĄ������Q����������·��B������늴��F��
��1 ע�ܙC���\�ӵĄ������Q����������·��B������늴��F
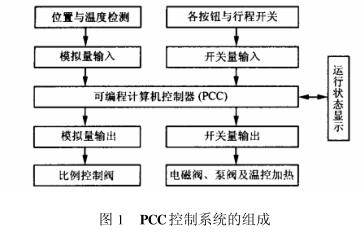
2 PCC ����ϵ�y�ĽM�ɼ������^�� ע�ܙC����ϵ�y�Ǹ����乤��ԭ��,����ע�ܹ�ˇ����,ͨ�^PCC ��ע�ܙC�F��������Ԫ���Ŀ��ƺ͌����P���в����Ŀ���,���F����ͬ������ע�������ˇ���Ԅӿ����Լ��ԄӱO�y�ͱ��o��
��ϵ�y�x��ؐ���R���I�Ԅӻ�(�Ϻ�) ��˾��2000 ϵ�ЮaƷ�е�B&R2005 ��,����һ�N�o���ͮaƷ,��Y���Dz���ģ�Kʽ,����ģ�K�ߴ綼��ͬ,���`�����ɵ�ͨ�^�O���M�ϲ��Uչϵ�y�����w�x�õ�ģ�K��:CPU ��CPU152 ,���ô惦����ME963 ,�Դģ�K��PS792 , ������ݔ��ģ�K��DI477 ,������ݔ��ģ�K��DO480 ,ģ�M��ݔ��ģ�K��AI775 ,�ض�ݔ��ģ�K��AT350 ,ģ�M��ݔ��ģ�K��AO775 ,LCD �@ʾģ�K��DI164 �Լ�����ȡ�PCC ��������ϵ�y�ĽM�ɿ�D��D1 ��ʾ��
�D1 PCC����ϵ�y�ĽM��
����ϵ�y���O���{ģ���ք�ע�ܡ����Ԅ�ע�ܺ�ȫ�Ԅ�ע�N������ʽ��������ʽ�x�������D�_�Pͨ�^PCC ��I/ O �ӿ��·������ϵ�y��ϵ�y����20 �����г��_�P,�г��_�P���û���Ԫ��,�䃞�c�Ƿǽ��|늴ŸБ�,�{������ɿ����@Щ�г���ϢҲ�ǽ����x�·��PCC ��I/ O �ӿ��·������ϵ�y��ϵ�y����17 ��늴��F,�քe���Ʋ�ͬ��ע�܄�����ݔ���Ŀ�����̖��PCC ��I/ O �ӿں��x�·����17 ��늴��F��ͨ��c��늡�
3 PCC ����ܛ��ϵ�y���OӋ 3.1 PCC ����ܛ�������c PCC ������һ���ɾ����������,�䑪��ܛ�����`����,ʹ������ڳГ����NҎģ�ĬF�������΄�,����ԭ��,������PCC ��һ��CPU �ϼ����˷֕r���΄ղ���ϵ�y,�ɹ��ؘ����ˌ��r�Ķ����ó�����\��ƽ�_��
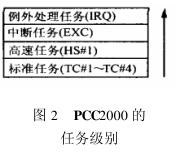
PCC2005 ���΄����ǻ��ڕr�gƬ���΄Ռӡ�ϵ�y��������Ӳ���r��Ǹ�������oÿ���΄յȼ���ѭ�h�r�g�ڸ��΄յȼ�֮�g�M���D�Q,PCC ��ϵ�y�{�ȹ���ܛ�������������ڰѕr���ֳ�Ƭ,�����΄ռ��e�ĸߵ��Ԅ��Ⱥ�ѭ�h���͒�������ڕr�g���΄յȼ��Ѓ��:�˜��΄ՌӺ����΄Ռ�,�����΄ՌӱȘ˜��΄ՌӼ��e�ߡ�PCC2005 ߀��һ�N�����¼����΄յȼ�,�@�N�΄��бȻ��ڕr�gƬ���΄ՌӶ��ߵă��ȼ�,����ֻҪ�������¼����F,�������������Д������κ��΄յȼ����΄�,���б������΄ա���B&R ϵ�y��,�����¼����΄յȼ��Ѓ��: �Д��΄յȼ�(Interrupt , IRQ) ������̎���΄յȼ�(Exception , EXC) ���Д��΄յȼ��ă��ȼ��������И˜��΄յȼ������΄յȼ�,����̎���΄ո����Д��΄յȼ�,�����^����ߵă��ȼ�,�����������Дஔǰ���κ��΄ա�
�D2 PCC2000 ���΄ռ��e
B&R2005 ���΄ռ��eҊ�D2 �� ���ó�����΄�ģ�K���e���O��ԭ�t��:�ڝM�㌍�r��Ҫ��ėl����,���M�������伉�e,�Ա� ��CPU �^�d��
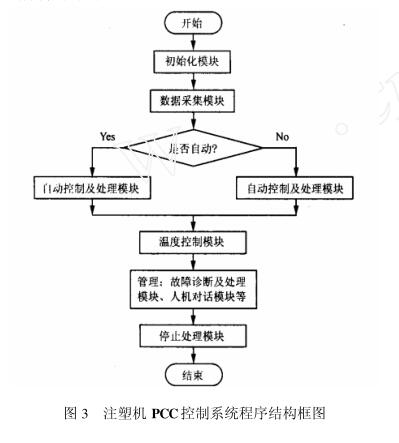
3.2 ϵ�y����ܛ�� ������ϵ�y��ܛ������ģ�K����Y��,�����Y����DҊ�D3 ��
�D3 ע�ܙCPCC����ϵ�y����Y����D
�D�п��Ƴ�����Ҫ�֞�8 ��ģ�K,��ģ�K����������: a) �ɳ�ʼ��ģ�K:��Ҫ���A/ D��D/ A ģ�K���������^�ij�ʼ�������� b) �����ɼ�ģ�K:��Ҫ���ģ�M���ɼ����V���ȹ����� c) �Ԅӿ��Ƽ�̎��ģ�K:��Ҫ���ע�ܙC�Ķ�N�ӹ��^���Ԅӿ��ƣ� d) �����\�༰̎��ģ�K:��Ҫ��Ɍ�����Ѳ�z������̎���� e) �ضȿ���ģ�K:��Ҫ�����Ͳ�༉�ضȼӟ���ƣ� f) �քӿ��Ƽ�̎��ģ�K:��Ҫ����ϵ�y�^�̵Ćβ��������ƣ� g) ֹͣ̎��ģ�K:̎��ֹͣ��Ϣ�� h) �˙C��Ԓģ�K:��Ҫ��ɽ��ܿ��ƅ����ͼmƫ�������@ʾ�����Ĺ��ܡ� �����΄�ģ�K�ļ��e�O��ԭ�t,���˙C��Ԓģ�K��ϵ�y��ʼ��ģ�K��,�����΄ռ��e���x��Ҋ��2 �����wÿһģ�K�Ŀ��Ƴ���ɸ���������̖���̡�����Ҫ��͌��F��������PLC2000 ���Z�Ի����ΈD�����ơ� ��2 �΄ռ��e���x��
3.3 ����ϵ�y�OӋ�r��ע��Ć��} a) �ӏ��ͺ������Žӵ�ϵ�y,���_ģ�M�غ͔��ֵ�,������ɔ_�� b) �ӏ��Դ�ĸ��x�����Ρ���ӿ����,��ֹ�Դ�ĸɔ_�� c) ϵ�y�����漰��N����(�������ٶȡ��ضȡ�λ�á��r�g��) �Ŀ���,����ھ��̕r�eע��������g����Pϵ�� d) �����΄ռ��e�r,��ϵ�y�ь��r��Ҫ��ߵ��΄շ��ڸ��e��,������ѭ�h�Δ��ࣻ e) �mƫ�������������e,���΄ճ���Ĉ��Еr�g��С��ԓ�΄ռ��e�Ē������ڣ� f) ���˷�ֹ�l���`����,ϵ�y���OӋ���S��i��·,���ք��c�Ԅӹ��r�g�Ļ��i,�����c�����g�Ļ��i�ȣ� g) ������ߌ��r���΄յ�̎������, PCC ��Ӳ���Ͽɲ����p�Y��,һ��ؓ؟�cݔ��/ ݔ��ģ�K��ͨӍ,��һ��CPU ���T����̎���Ñ�����
4 �Y���Z ���ж��΄�̎�����ܵ�PCC �ǽ�����lչ��������һ��PLC ,�����H�m����СҎģ�Ŀ���,���܄��Ώ��s�ġ������r��Ҫ��ߵĿ��ƈ���,������څ����ϵ�y�ĿɔUչ�Ժ͌��F�������;W�j��֧��Ҳ�ڲ�������,�S��Ҏģ�IJ����U��,���΄�̎������Խ��Խ�@ʾ����������ͨ�^��PCC ������ȡ��Ŀǰ��ע�ܙC�ϴ������õĪ����ضȿ���ϵ�y�����е��_�P������,�����ɵ��͵Ĺ��ϬF���܉��Ԅӱ��o����ʾ����,���������ވ���ؓƫ��͈��`��^�A�O,���܉����ԭ�ϼ��aƷ�����c��ע�ܙC�Ĺ�ˇ�M�п���,�����a�����M�Ќ��r�O�y���@ʾ,���ضȡ�������λ�õ��B�m׃���M���]�h����,���г̡��y�T���õ��_�P���M��߉�����Ƶȵ�,�ɴ�������ע�ܙC�����aЧ��,�����ܡ��ײ�����Ҳ�����^��ĸ��ơ��mƫ������
�����īI: [1] �R����.�ɾ��̿������̳�[M].����:�������I��W������,2000. [2] ���d��.ע�ܳ��ͼ��g[M].����:���W���I������,1989. [3] 犡���.�ɾ�������������^�̿����еđ���[J].�Ӎ���g,1998 ,38 (2) :18-24. [4] �w����.ZS160 ע�ܙC�Ć�ƬӋ��C����[J].���칤ˇ,1999 , (3) :41-43. [5] PG2000 ܛ���Ñ��փ�[M].1995. | |||||||||||||||||||||||||||||||||||||||||||||||||
| ��ˢ����桿�������ղء�����ӡ���ġ� ���P�]���ڡ� | |||||||||||||||||||||||||||||||||||||||||||||||||
| ��һƪ��JP-8���ŷ��mƫϵ�y����һƪ��SC-1Wϵ�г̿ط����Դ |
- Ť������
- �D���D�ق�����
- �ŷ��x����
- �ŷ��Ƅ���
- ����������
- �mƫ������
- ��ȫ���P(��ȫ�A�^��
- ���S
- 늜u���Ƅ���
- �Ŝ��Ƅ���
- �Ŝ��x����
- �Ŝ��y���C
- 늜u���y���C
- ����y���C
- �ŷۜy���C
- ˮ���y���C
- �ױP�y���C
- �@�C�yԇ�_
- ݆��/�y�T/�������yԇ�_
- �l�әC/܇��/׃����/PTO�yԇ�_
- �p�ٙC�yԇ�_
- ҷ���C�yԇ�_
- 늙C�yԇ�_
- ����/RV/�C���p�ٙC�yԇ�_
- Һ��.����R�_�yԇ�_
- Һ�����֜yԇ�_
- �yԇܛ��
- ���D֧�Μyԇ�_
- �ɼ��x��
- ����Դ��܇׃����yԇ�_
- �ǘ˶��Ɯyԇ�_
- �ߵ͜�ԇ���
- �S��
- ���I��ˮ�C